

-रजनीश सरोज, जीएम (सिविल)/एनएचएसआरसीएल
सारांश
यह तकनीकी पेपर जापान में नियोजित स्टील ब्रिज फैब्रिकेशन विधियों और भारत में पारंपरिक प्रथाओं के तुलनात्मक विश्लेषण में तल्लीन करता है, जिसमें मुंबई अहमदाबाद हाई-स्पीड रेल (एमएएचएसआर) परियोजना के जापानी तकनीकों के अनुकूलन पर विशेष ध्यान दिया गया है। स्टील ब्रिज निर्माण के लिए जापान के अत्याधुनिक दृष्टिकोण, मशीनीकरण, सटीक और कड़े गुणवत्ता नियंत्रण की विशेषता है, भारत में उपयोग किए जाने वाले पारंपरिक तरीकों के विपरीत जांच की जाती है। पेपर जापानी पद्धतियों के माध्यम से प्राप्त उल्लेखनीय प्रगति और नए उद्योग मानकों को स्थापित करने की उनकी क्षमता को रेखांकित करता है। यह पारंपरिक भारतीय प्रथाओं में बेहतर सटीकता, पता लगाने की क्षमता और गुणवत्ता नियंत्रण की आवश्यकता पर भी प्रकाश डालता है। भारत में जापानी प्रभाव के एक उल्लेखनीय उदाहरण के रूप में एमएएचएसआर परियोजना का हवाला देते हुए, यह पत्र निर्माण उद्योग को आगे बढ़ाने में ज्ञान विनिमय और प्रौद्योगिकी हस्तांतरण के महत्व पर जोर देता है। अंततः, यह भारत में इस्पात पुल निर्माण की गुणवत्ता और स्थायित्व को बढ़ाने के लिए जापानी सर्वोत्तम प्रथाओं को अपनाने की वकालत करता है, जो अभिनव और टिकाऊ बुनियादी ढांचे के विकास की दिशा में एक सहयोगी मार्ग प्रदान करता है।
भारत की पहली हाई-स्पीड रेल परियोजना, मुंबई-अहमदाबाद हाई-स्पीड रेल (MAHSR) के आगमन के साथ ही निर्माण उद्योग में क्रांति लाने के लिए नवीन इंजीनियरिंग तकनीकें सामने आई हैं। स्टील पुल MAHSR की आधारशिला हैं, जो डिजाइन और निर्माण से लेकर बेयरिंग सिस्टम और पेंटिंग तक में महत्वपूर्ण भूमिका निभाते हैं। यह पेपर जापानी ब्रिज निर्माण विशेषज्ञता, जिससे MAHSR प्रेरणा लेता है, और भारतीय निर्माण प्रथाओं में निहित पारंपरिक तरीकों के गतिशील संलयन की खोज करता है।

पूरी दुनिया में फैले जापान के आकाशी ब्रिज (1997 मीटर, 1998 में निर्मित), टोक्यो के रेनबो ब्रिज (798 मीटर, 1993 में निर्मित), अमेरिका के सैन फ्रांसिस्को में गोल्डन गेट ब्रिज (1280 मीटर, 1937 में निर्मित) और भारत के अपने हावड़ा ब्रिज, चिनाब ब्रिज और बोगी व्हील ब्रिज जैसे पुलों में एक चीज समान है - स्टील।
हाल ही में, भारत में स्टील पुलों के निर्माण में उछाल देखा गया है, जिनकी लंबाई 70 से 100 मीटर तक है। चाहे सड़क के ऊपर पुल हों या रेलवे पुल, स्टील संरचनाओं ने काफी महत्व प्राप्त किया है, जिसका उदाहरण विस्मयकारी चिनाब पुल है। एमएएचएसआर परियोजना के संदर्भ में भी, 130+100 मीटर तक पहुंचने वाले निरंतर स्पैन पुल निर्माण में स्टील पर बढ़ती निर्भरता को रेखांकित करते हैं।

भारत की पहली हाई-स्पीड रेल परियोजना, एमएएचएसआर इस परिवर्तन का प्रमाण है। 28 ब्रिजिस और 49 स्पैन में लगभग 70,000 मीट्रिक टन स्टील को शामिल करते हुए, इस परियोजना में सरल समर्थित और निरंतर स्पैन दोनों का उपयोग किया गया है, जिसमें बाद वाला 130+100 मीटर तक फैला हुआ है।

2. चिनाब ब्रिज, भारत
ब्रिज निर्माण प्रक्रिया कई कार्यशालाओं में वितरित की जाती है, जो रणनीतिक रूप से भुज, वर्धा, दुर्गापुर और तिरुचिरापल्ली जैसे स्थानों पर स्थित हैं, जिनमें से प्रत्येक का स्टील पुल निर्माण का एक शानदार इतिहास है। हालाँकि, MAHSR परियोजना के सख्त मानकों को पूरा करने के लिए, इन कार्यशालाओं को महत्वपूर्ण संवर्द्धन और कठोर समर्पण से गुजरना पड़ा।
गुणवत्ता और नवाचार की खोज का विवरण देते हुए, यह पेपर जापान के ओसाका के पास IHI की SAKAI कार्यशाला में लेखक की ज्ञानवर्धक यात्रा पर भी प्रकाश डालता है। 3,500 मीट्रिक टन की मासिक उत्पादन क्षमता और पूर्ण मशीनीकरण के साथ, यह कार्यशाला पुल निर्माण में प्राप्त की जा सकने वाली गुणवत्ता और परिशुद्धता के लिए एक असाधारण बेंचमार्क स्थापित करती है।

3. जीएडी 1134, एमएएचएसआर
इस पेपर के आगामी अनुभाग जापानी निर्माण प्रथाओं और पारंपरिक भारतीय तरीकों की एक जटिल तुलना प्रदान करते हैं, जो महत्वपूर्ण परीक्षण निर्माण प्रक्रिया से शुरू होता है, जो विकासशील निर्माण तकनीकों और आवश्यकताओं को अपनाने के लिए कार्यशालाओं के लिए एक लिटमस टेस्ट के रूप में कार्य करता है।
स्टील ब्रिज निर्माण की प्रक्रिया
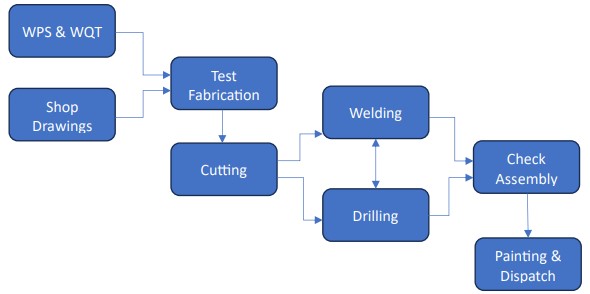
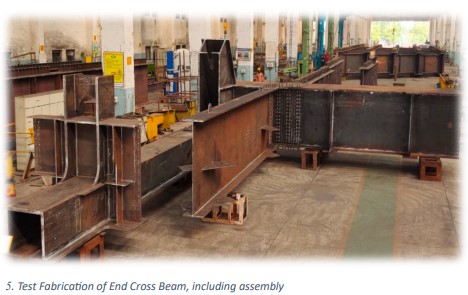
वास्तविक निर्माण कार्य शुरू करने से पहले, प्रत्येक कार्यशाला में एक परीक्षण निर्माण (आंशिक मॉक-अप) आयोजित किया जाता है। इस प्रक्रिया का उद्देश्य एक अनुकूलित और मानकीकृत निर्माण कार्य अनुक्रम स्थापित करना है। परीक्षण निर्माण ब्रिज के महत्वपूर्ण नोड्स पर अधिकतम अवधि लंबाई के साथ किया जाता है, जिसमें समान आकार के सदस्यों का उपयोग किया जाता है।

4. महत्वपूर्ण तितली आकार नोड का परीक्षण निर्माण
परीक्षण निर्माण के लिए लगभग 90 मीट्रिक टन स्टील आवंटित किया जाता है, इस चरण में उपयोग किया जाने वाला स्टील मुख्य निर्माण में उपयोग किए जाने वाले स्टील से भिन्न होता है। सदस्यों में पूर्ण प्रवेश और कोने के वेल्ड की विनाशकारी परीक्षण के माध्यम से जांच की जाती है, परीक्षण निर्माण से प्राप्त नमूने का उपयोग करते हुए। यह नमूना 500 मिमी लंबा है और वेल्ड लाइन से 100 मिमी दूर काटा जाता है। इन वेल्ड पर लागू किए जाने वाले विनाशकारी परीक्षणों में तन्यता, मुड़ा हुआ, मैक्रो, चारपी प्रभाव और विकर्स कठोरता परीक्षण शामिल हैं। ये परीक्षण वेल्डिंग प्रक्रिया और वेल्डर दोनों के लिए गुणवत्ता आश्वासन की एक अतिरिक्त परत के रूप में कार्य करते हैं।
परीक्षण निर्माण प्रक्रिया से प्राप्त परिणामों का निरीक्षण, परीक्षण और मूल्यांकन मुख्य परियोजना में संलग्नता के लिए कार्यशाला की उपयुक्तता और तत्परता निर्धारित करने में महत्वपूर्ण भूमिका निभाते हैं।
कच्चा माल
स्ट्रक्चरल स्टील, जिसमें स्टील प्लेट, स्टील सेक्शन, रोल्ड स्टील और पुल निर्माण में इस्तेमाल होने वाले रोल्ड स्टील सेक्शन शामिल हैं, कई भारतीय मानकों का पालन करता है, जिसमें IS 2062, IS 808, IS 1739, IS 1173, IS:3601 और बहुत कुछ शामिल है। E250B0 से लेकर E410C तक के विभिन्न स्टील ग्रेड, अलग-अलग पुल घटकों में इस्तेमाल किए जाते हैं।
हालाँकि, 25 मिमी से अधिक मोटी प्लेट के लिए शॉर्ट ट्रैवर्स रिडक्शन एरिया (STRA) परीक्षण की अतिरिक्त आवश्यकता होती है, यह एक तन्यता परीक्षण है जो थ्रू-थिकनेस (शॉर्ट ट्रांसवर्स) दिशा में सामग्री की तन्यता का आकलन करता है। पुल निर्माण में 50 मिमी तक की मोटाई वाली स्टील प्लेटों के उपयोग के कारण यह परीक्षण आवश्यक माना जाता है।

इसके अलावा, जापान ने मिल में ही स्टील प्लेटों पर एंटीकोरोसिव कोटिंग अनिवार्य करके सक्रिय कदम उठाए हैं। रोलिंग प्रक्रिया के बाद, स्टील प्लेटें ब्लास्टिंग से गुजरती हैं और जिंक रिच पेंट के साथ लेपित होती हैं, जो सुरक्षा की एक अतिरिक्त परत प्रदान करती है। यह पहल लंबी भंडारण अवधि की अनुमति देकर कार्यशाला की क्षमताओं का विस्तार करती है।
सीएनसी कटिंग में उन्नति
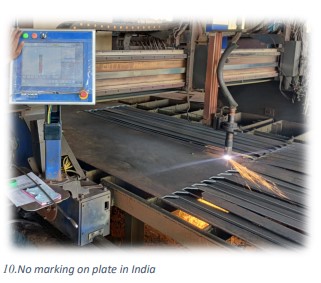
कम्प्यूटरीकृत संख्यात्मक नियंत्रण (सीएनसी) कटिंग की विभिन्न कार्यशालाओं में अच्छी तरह से उपस्थिति है, जो तेजी से आम होती जा रही है। सीएनसी मशीनों के लिए मुख्य इनपुट नेस्टिंग प्लान है, जो कटिंग लाइनों को उचित रूप से चिह्नित करके स्टील के उपयोग को अनुकूलित करता है। मुंबई-अहमदाबाद हाई-स्पीड रेल (एमएएचएसआर) परियोजना के मामले में, जहां घटकों में विविध वक्रता और प्रोफाइल थे, सीएनसी कटिंग मशीनें अमूल्य साबित हुईं।


एमएएचएसआर के लिए एक अतिरिक्त आवश्यकता पारंपरिक एलपीजी लौ के विपरीत ऑक्सीएसिटिलीन लौ का उपयोग करना है। यह विकल्प ऑक्सीएसिटिलीन के साथ प्राप्त होने वाले काफी उच्च तापमान से प्रेरित है, जो 3,480 डिग्री सेल्सियस से 3,900 डिग्री सेल्सियस तक है, जबकि एलपीजी का तापमान 1,980 डिग्री सेल्सियस से 2,230 डिग्री सेल्सियस है। इससे न केवल काटने में तेजी आती है बल्कि इससे कट भी अधिक चिकना होता है।
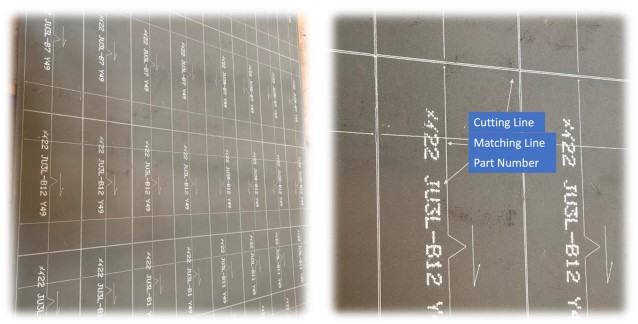
9. जापान में प्लेट पर अंकन
काटने के बाद होने वाली विकृति, जिसमें स्वीप भी शामिल है, एक आम चिंता का विषय है। अच्छी तरह से नियंत्रित प्रक्रियाओं में, विकृति आमतौर पर माप के बाद ही ध्यान देने योग्य होती है। इसके अतिरिक्त, सीएनसी तकनीक अंडाकार और वृत्त जैसी अनियमित आकृतियों के लिए सटीक कटिंग में उत्कृष्ट है।
इसके अलावा, जापान कटिंग से पहले प्लेटों पर कटिंग लाइन, पार्ट नंबर और फिटिंग लाइन को चिह्नित करने के लिए सीएनसी का लाभ उठाता है, जिससे विकृति या स्वीप जैसे दोष की पहचान में लाभ मिलता है। इसके अलावा, जापानी सीएनसी मशीनों में कटिंग बेड पर सपोर्ट के रूप में स्टील स्ट्रिप्स के बजाय लोहे के दांत होते हैं, जिससे कम नुकसान होता है और इनका रखरखाव आसान होता है।
संक्षेप में, सीएनसी कटिंग का व्यापक रूप से उपयोग किया जाता है, और एमएएचएसआर परियोजना बेहतर परिणामों के लिए ऑक्सीएसिटिलीन लपटों का उपयोग करती है। पोस्ट-कटिंग विरूपण को सटीक माप के साथ संबोधित किया जाता है, और जापान में सीएनसी तकनीक दोष पहचान और समर्थन बिस्तर डिजाइन में विशिष्ट लाभ प्रदान करती है।
बॉक्स ड्रिलिंग मशीन और मैच ड्रिलिंग
जिग और फिक्सचर का पारंपरिक उपयोग धीरे-धीरे आधुनिक मशीनरी के लिए रास्ता बना रहा है। पारंपरिक दृष्टिकोण में, प्लेटों को विशिष्ट आवश्यकताओं को पूरा करने के लिए काटा जाता था, और जिग का उपयोग करके ड्रिलिंग की जाती थी। हालाँकि, यह विधि बोझिल साबित हुई और इसमें सटीकता की कमी थी। प्लेट चरण में ड्रिलिंग छेद यह मानकर किए गए थे कि वेल्डिंग के बाद कोई विकृति नहीं होगी, जबकि यह सर्वविदित तथ्य है कि वेल्डिंग से अक्सर विकृति होती है। परिणामस्वरूप, छेद संरेखण और स्थिति गलत हो जाती थी, जिसके लिए विभिन्न तरीकों से सुधार की आवश्यकता होती थी।

नई बॉक्स ड्रिलिंग मशीनों के उपयोग से एक सदस्य के कई चेहरों पर एक साथ ड्रिलिंग की अनुमति मिलती है, जिससे छेदों के समूहों के बीच संबंधों को बनाए रखना संभव होता है और वेल्डिंग के बाद विकृति सुधार की आवश्यकता कम हो जाती है। हालाँकि, बॉक्स ड्रिलिंग मशीन पर भारी खंडों से निपटना चुनौतीपूर्ण हो सकता है, खासकर जब सदस्य का आकार मशीन के काम करने के आयामों से अधिक हो। ऐसे मामलों में, मैच ड्रिलिंग के लिए जिग्स का उपयोग अपनाया जाता है।
MAHSR परियोजना में, निर्माण के दौरान बॉक्स ड्रिलिंग मशीनों और, कुछ मामलों में, मैच ड्रिलिंग का उपयोग किया गया है। इसके विपरीत, जापानियों ने एक अभिनव तकनीक पेश की, जिसे बाद में हमारी एक कार्यशाला में शामिल किया गया, जिसमें काटने से पहले प्लेट चरण में छेद ड्रिल करना शामिल है। यह तकनीक तब उपयोगी साबित होती है जब लगभग शून्य विरूपण या सिकुड़न प्राप्त करना संभव हो।
वेल्डर योग्यता और वेल्डिंग
वेल्डिंग में वांछित ताकत और आकार प्राप्त करना कभी भी एक कठिन चुनौती नहीं रही है; बल्कि, हमारे प्रयासों का केंद्र बिंदु जापान में निर्धारित मानकों के समान फिनिश प्राप्त करना है। हमारे वेल्डर अक्सर गहरी पैठ और बड़े वेल्ड आकार बनाते हैं, जो ताकत की आवश्यकताओं को पूरा करते हुए, उपभोग्य सामग्रियों, बिजली, समय और संभावित पीसने के काम जैसे संसाधनों की खपत में वृद्धि करते हैं। अंतिम फिनिश को बढ़ाने के लिए विभिन्न तरीकों का पता लगाया जा सकता है, जिसमें वेल्डिंग प्रक्रियाओं का सावधानीपूर्वक चयन और वेल्डर के लिए व्यापक प्रशिक्षण शामिल है।

12. वेल्ड फ़िनिश, जापान
वेल्डर योग्यता के लिए एक बहु-स्तरीय निस्पंदन तंत्र है जो IS 817 के अनुसार प्रमाणन, WRI त्रिची/RDSO में अपेक्षित अनुभव और प्रशिक्षण के अतिरिक्त है।
मुंबई-अहमदाबाद हाई-स्पीड रेल (MAHSR) परियोजना के लिए, वेल्डिंग और गुणवत्ता प्रबंधन के लिए एक अंतर्राष्ट्रीय विशेषज्ञ को नियुक्त करने की परिकल्पना की गई थी, जिसे अंतर्राष्ट्रीय वेल्डिंग इंजीनियर (IWE) के रूप में नामित किया गया था। अन्य योग्यताओं के अलावा, IWE के पास हाई-स्पीड रेल परियोजनाओं में पर्यवेक्षक या गुणवत्ता आश्वासन इंजीनियर के रूप में न्यूनतम 10 वर्ष का अनुभव होना आवश्यक है।
वेल्डर इंटरनेशनल वेल्डिंग इंजीनियर द्वारा जांच से गुजरते हैं। वेल्डर को 6 मिमी फिलेट वेल्ड के साथ निर्दिष्ट आयामों का एक परीक्षण टुकड़ा (टी-ज्वाइंट) बनाने का काम सौंपा जाता है, जिसे ऊर्ध्वाधर स्थिति में किया जाता है। परीक्षण टुकड़े को दृश्य और फ्रैक्चर परीक्षण से गुजरना पड़ता है, जिसमें IWE दरारें, ब्लोहोल, स्लैग समावेशन, फ्यूजन लाइन पर असमानता की जांच करता है, और बाद में एक योग्यता रिपोर्ट प्रदान करता है। अयोग्यता के मामलों में, वेल्डर को प्रशिक्षण से गुजरना पड़ता है, उसके बाद बाद में फिर से परीक्षण किया जाता है।
वेल्डर योग्यता के मामले में, जापान एक समान अभ्यास का पालन करता है। हालांकि, एक उल्लेखनीय अंतर यह है कि जापान में वेल्डर हानिकारक धुएं और गैसों से खुद को बचाने के लिए श्वासयंत्र से लैस होते हैं।
निर्माण कार्यशाला में स्टील ब्रिज की चेक असेंबली निर्माण प्रक्रिया में एक महत्वपूर्ण चरण है, जो ब्रिज घटकों को निर्माण स्थल पर ले जाने से पहले एक महत्वपूर्ण गुणवत्ता आश्वासन चरण के रूप में कार्य करता है।

13. चेक असेंबली प्रगति पर है
MAHSR ब्रिज के लिए, चेक असेंबली में सभी नोड्स पर गर्डर के लिए पर्याप्त समर्थन के साथ, सभी स्पैन को बियरिंग पर रखना शामिल है। इस चरण के दौरान, गर्डर विभिन्न आयामी सहनशीलता के लिए व्यापक जांच से गुजरता है, जिसमें स्पैन लंबाई, शीर्ष और निचले कॉर्ड के केंद्रों के बीच की दूरी, संरेखण, ऊंचाई, सदस्य मिसलिग्न्मेंट, छेद निष्पक्षता, सदस्यों में झुकाव और कैम्बर शामिल हैं। प्रत्येक नोड पर स्थानांतरित किए गए लोड को सटीक रूप से निर्धारित करने के लिए लोड सेल का उपयोग किया जाता है। इसके अतिरिक्त, प्रत्येक नोड और जोड़ के लिए एक बहाव और बोल्टिंग योजना सावधानीपूर्वक तैयार की जाती है और निर्माण टीम को सौंप दी जाती है।
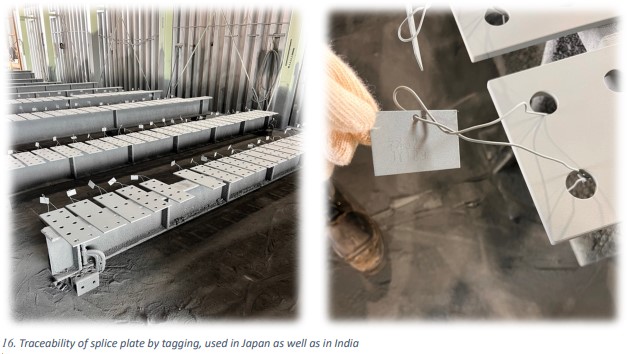
समानांतर में, चेक असेंबली के दौरान, प्रत्येक घटक की पहचान की जाती है और निर्माण स्थल तक पहुंचने तक ट्रेसबिलिटी बनाए रखने के लिए चिह्नित किया जाता है। विशेष रूप से, ट्रेसेबिलिटी, विशेष रूप से समान सदस्यों जैसे कि स्प्लिस प्लेट्स के लिए, स्थिति में किसी भी त्रुटि को रोकने के लिए सबसे महत्वपूर्ण है जो निर्माण प्रक्रिया में बाधा डाल सकती है।
यह चेक असेंबली पारंपरिक दृष्टिकोण से काफी अलग है, जहां गर्डर को सिरों पर सहारा दिया जाता है और कैंबर को मापा जाता है।
ब्लास्टिंग और पेंटिंग
जबकि स्टील में ताकत और स्थायित्व होता है, यह जंग के लिए अतिसंवेदनशील होता है। इसलिए, निर्माण के बाद और पुल के सेवा जीवन के दौरान बहुत अधिक देखभाल की आवश्यकता होती है। जापान में, स्टील संरचनाएं पेंटिंग की C5 प्रणाली का पालन करती हैं, जैसा कि "जंग संरक्षण की जापानी मानक पुस्तिका" में उल्लिखित है। भारत में मुंबई-अहमदाबाद हाई-स्पीड रेल (एमएएचएसआर) परियोजना के भीतर स्टील पुल भी इस सी5 प्रणाली का उपयोग करते हैं।

जापान में 50 वर्षों की अवधि में विभिन्न क्रमपरिवर्तन और संयोजनों के साथ विकसित सी5 प्रणाली का वहां व्यापक रूप से उपयोग किया जाता है। यह IRS-B1 में अनुशंसित मानक पेंटिंग प्रणाली से काफी अलग है, जिसमें धातुकरण के बाद एच प्राइमर का एक कोट, जिंक क्रोम प्राइमर का एक कोट और उसके बाद एल्युमीनियम पेंट के दो कोट लगाना शामिल है।

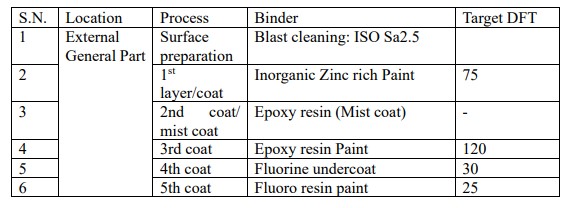
जैसा कि नाम से पता चलता है, C5 पेंट के पांच कोट का प्रतिनिधित्व करता है। यह प्रक्रिया सतह की तैयारी के साथ शुरू होती है, जो ISO विनिर्देश संख्या 8501-1 के SA2.5 ग्रेड को प्राप्त करती है। इसके बाद इनऑर्गेनिक जिंक रिच पेंट, इपॉक्सी रेजिन पेंट के दो कोट और फ्लोरो रेजिन पेंट के दो कोट लगाए जाते हैं। उपर्युक्त पुस्तिका सतह की फिनिश, पेंट के प्रकार और विभिन्न स्थितियों के लिए आवश्यक DFT (ड्राई फिल्म थिकनेस) पर विस्तृत मार्गदर्शन प्रदान करती है।
जापानी मानक संक्षारण संरक्षण पुस्तिका (C5, Spec V के लिए) में उल्लिखित बाहरी सामान्य भागों के लिए पेंट सामग्री और DFT का एक विशिष्ट संयोजन निम्नानुसार है;
परिवहन
गर्डर घटकों का परिवहन उनके वजन और पेंट की गई सतह को नुकसान के जोखिम के कारण चुनौतीपूर्ण हो सकता है। इन चुनौतियों को कम करने के लिए, गर्डर्स को उनके क्रॉस-सेक्शनल आकार को बनाए रखने और मोटाई के तनाव को कम करने के लिए सावधानीपूर्वक सहारा दिया जाता है। इसके अतिरिक्त, इरेक्शन प्रक्रिया को सुविधाजनक बनाने के लिए प्रत्येक सदस्य को स्पष्ट रूप से चिह्नित किया गया है।

निष्कर्ष
पिछली चर्चा साझा उद्देश्य के प्रति अलग-अलग दृष्टिकोणों में तुलनात्मक अंतर्दृष्टि प्रदान करती है। आर्थिक उछाल और सरकार द्वारा बुनियादी ढांचे के विकास के लिए जोरदार प्रोत्साहन के दौर में, निर्माण उद्योग आने वाले वर्षों में निरंतर विकास के लिए तैयार है। अंतरराष्ट्रीय सर्वोत्तम प्रथाओं से ये अंतर्दृष्टि हमारे कार्यशालाओं की उत्पादकता बढ़ाने और कड़े गुणवत्ता नियंत्रण उपायों के साथ बेहतर उत्पादों की डिलीवरी सुनिश्चित करने के लिए एक मूल्यवान संसाधन के रूप में काम कर सकती है। जापानी उत्कृष्टता से प्रेरित अभिनव पद्धतियों को अपनाना, भारत में स्टील ब्रिज निर्माण के एक नए युग की शुरुआत करते हुए, एक आशाजनक संकेत के रूप में खड़ा है।